Small Engine Cylinder Inspection
While Dimensional inspection can be a great benefit prior to the production of engines, it is time-consuming and cumbersome. In order to reduce weight, small motorcycle engines are made from aluminum by a process called die casting. Die casting typically uses aluminum, in a low-pressure mold or gravity mold. In a low-pressure mold, the liquid aluminum is kept in a holding tank below the cast. After it is melted, it is then sent upward into the cast using low pressure. The benefit of this type of casting is its consistency and creating a stronger, denser, casting. However, this process is rather slow in comparison to a gravity mold, which pours molten aluminum into the cast. This is a faster process when compared to low-pressure casting but, it does not yield the same quality results. However, both of the casts are designed with machining allowances in mind.
Machining allowances are excess material, called stock, that is later removed in the machining process. This is a pre-determined value of stock material that is removed for the creation of features on the part. Furthermore, small engine cylinders have multiple surfaces that require machining allowances. If these surfaces are not cleaned up during the machining process, the engine performance will be degraded, including leaks and other issues.
Inspection Process for Die Cast Engine
A customer reached out to us, Applications 3D, to do an engine cylinder inspection to ensure that their casting process was leaving enough excess material for machining allowance.
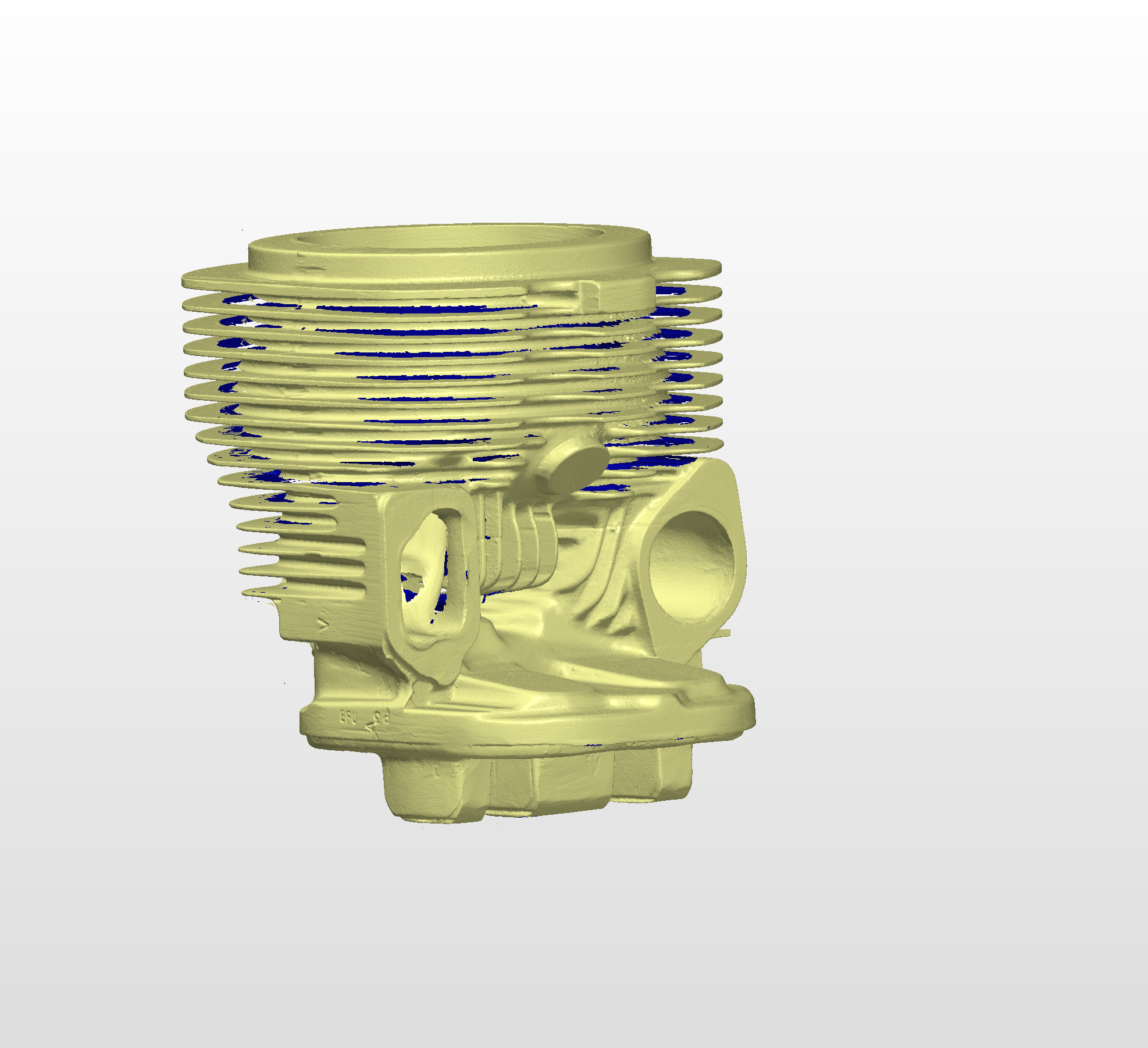
To do a proper inspection, the nominal CAD file is needed as well as the cast aluminum engine cylinder. Once received, the scanning process can begin. Also for this project, the Faro quantum laser scanner was used. This scanner was used due to its ability to gather highly accurate points quickly in a more complex geometry such as the engine cylinder.
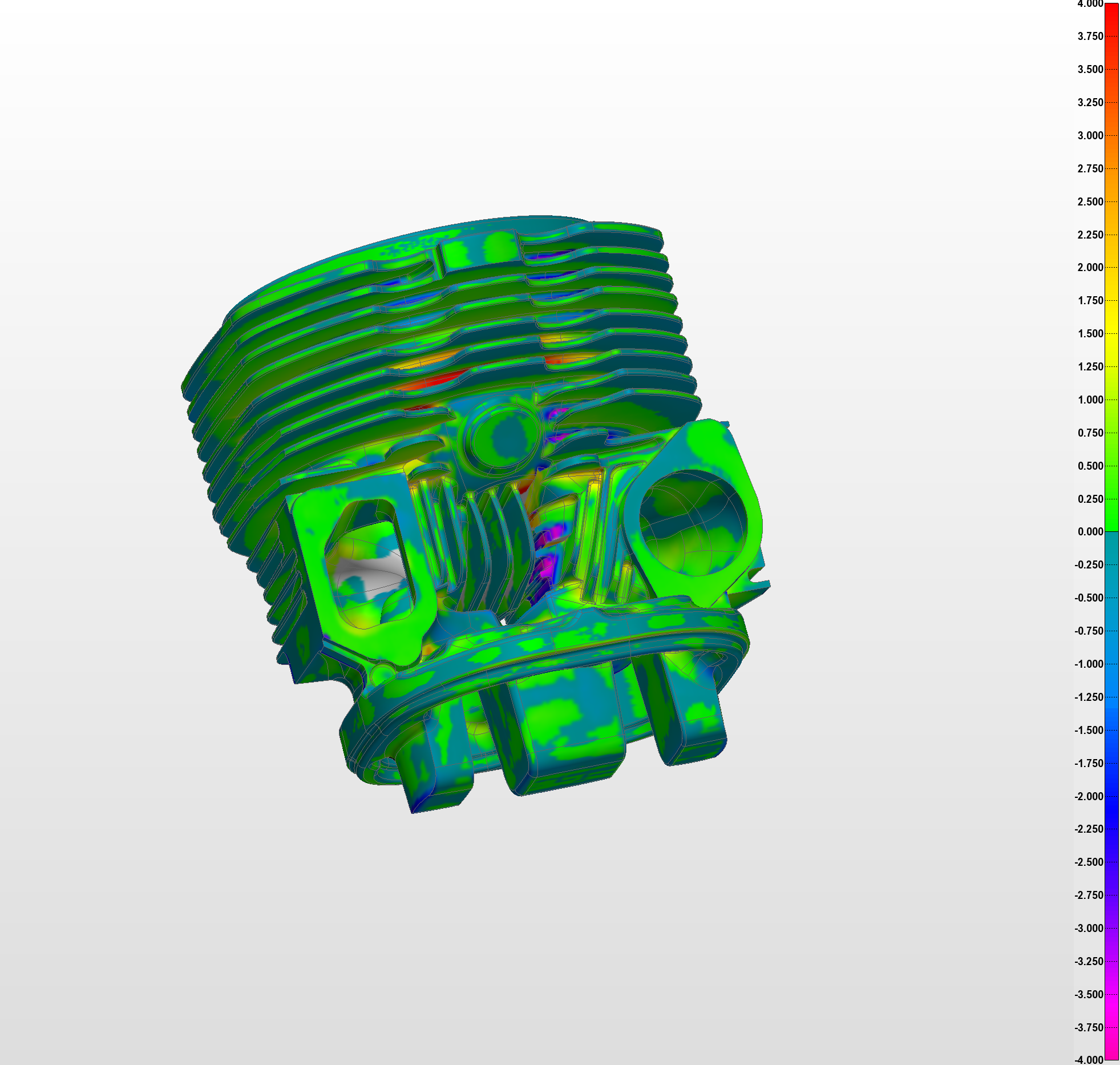
As soon as the scan data was gathered, it was processed into a triangular mesh in an STL or PLY format using Innovmetric Polyworks Inspector software. Secondly, the scan data was aligned to the nominal CAD file to be able to start the inspection process. The alignment can be done with various methods, some of the common ones being Best-Fit, Datum Alignment, certain features, or a set of Datum pads on the raw casting. During the dimensional inspection of the scan data, the millions of measured points on the part were compared to the features on the CAD model, the result of which is a color map, as well as a scan to CAD overlays. The machine allowances provided by the customer were for the engine cylinder to be within plus or minus 0.25mm of the CAD.
Results of the 3D Scanning Inspection Process
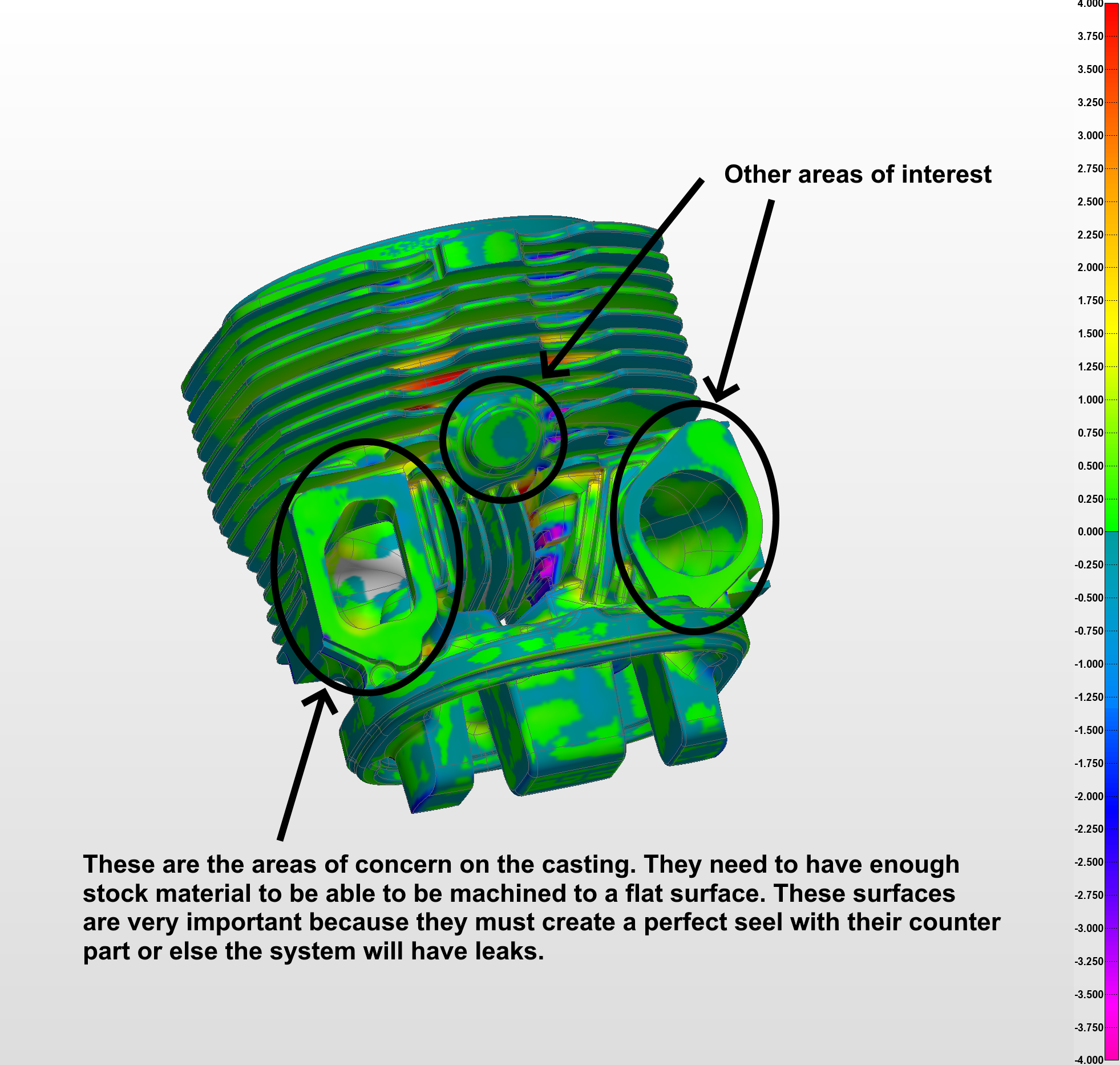
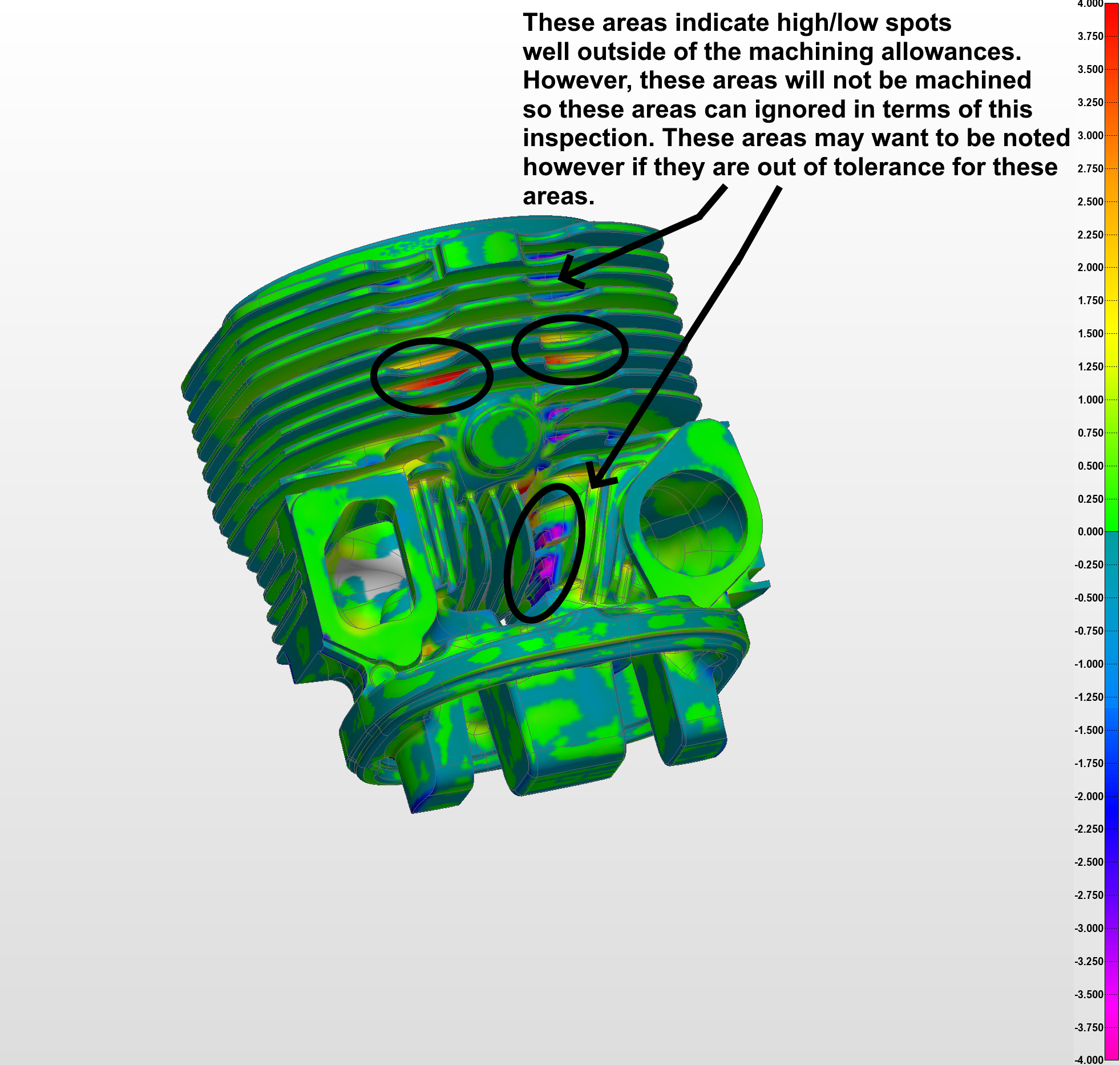
Pictured below, the areas of interest are within the provided machining allowances. Therefore, they will achieve the surface finish they desire at each of the three locations. Also seen below is a picture highlighting areas that can be disregarded. These areas that show a negative material stock are unimportant for the functioning of the part because these areas will not be machined. However, these areas were still noted by the customer as potential areas of concern.